时间3~7天发货
所在地上海
优势服务好,效率高,发货快
销售范围全国市场
服务对象企业 个人
植筋”技术是一项针对混凝土结构较简捷、有效的连接与锚固技术;可植入普通钢筋,也可植入螺栓式锚筋;现已广泛应用于已有建筑物的加固改造工程,如:施工中漏埋钢筋或钢筋偏离设计位置的补救,构件加大截面加固的补筋,上部结构扩跨、**升对梁、柱的接长,房屋加层接柱和高层建筑增设剪力墙的植筋等。
由于在钢筋混凝土结构上植筋加固已不必再进行大量的开凿挖洞,而只需在植筋部位钻孔后,利用植筋加固剂作为钢筋与混凝土的粘合剂就能保证钢筋与混凝土的良好粘结,因而减轻对原有结构构件的损伤,也减少了加固改造工程的工程量。

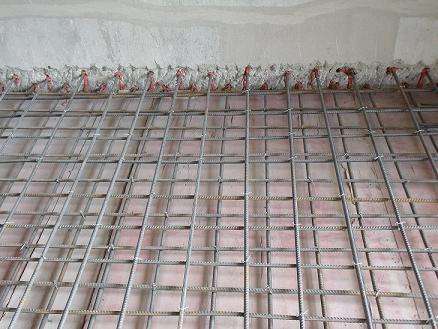
植筋加固钢筋连接
本工程钢筋连接采用焊接和绑扎搭接,钢筋直径≥16的接头使用电渣压力焊、搭接焊连接方式连接。
(1)电渣压力焊连接
1)施工准备
①操作前检查材料设备、机具、批示仪表是否合格、正常运转;
②焊药经烤箱250℃恒温烘烤2小时;
2)操作工艺
①检查钢筋接头质量,对不符合要求者应进行处理;
②固定焊接夹具和药盒;
③引弧过程:接通电源,*将上钢筋提起,使两端头之间的距离为2~4mm引弧;
④电弧过程:靠电弧的高温作用,将钢筋端头的凸出部分不断烧化,同时将接口周围的焊剂充分熔化,形成渣池;
⑤电渣过程:渣池形成一定深度后,将上钢筋插入渣池中,电流通过渣池产生高温,使钢筋端头*而均匀熔化;
⑥挤压过程:停止供电,对钢筋施加压力,把焊口部分熔化的金属、熔渣及氧化物等杂质挤出结合面;
⑦收集剩余焊药,拆除卡具;
⑧待焊头冷却后敲掉熔渣;
⑨焊接前检查电压、电压下降5%时不宜焊接。
3)质量技术标准
①焊接后对焊头应全部作外观检查,焊包四周铁浆应饱满均匀,无裂纹、气孔、夹渣及明显咬肉等缺陷,上下钢筋轴线偏移不得**过0.1d,同时不得大于2mm;接头处钢筋轴线倾斜不大于40,不合格者应割掉重焊;
②机械性能试验以300头为一批,不足300头以每单位施工段为一批。取3个作拉力试验,焊头的极限强度满足设计和规范求。
植筋加固设计基本方法
设计规定
适用于钢筋混凝土结构构件以结构胶种植带肋钢筋和全螺纹螺杆的后锚固设计;不适用于素混凝土构件,包括纵向受力钢筋一侧配筋率小于0.2%的构件的后锚固设计。素混凝土构件及低配筋率的植筋应按锚栓进行设计。
采用植筋技术,包括种植全螺纹螺杆技术时,原构件的混凝土强度等级应符合下列规定:
1)当新增构件为悬挑结构构件时,其原构件混凝土强度等级不得低于C25;
2)当新增构件为其他结构构件时,其原构件混凝土强度等级不得低于C20。
采用植筋和种植全螺纹螺杆锚固时,其锚固部位的原构件混凝土不得有局部缺陷。若有局部缺陷,应行补强或加固处理后在植筋。

植筋加固钢筋原材料加工
1)严格按照钢筋配料单加工:确定弯曲调整值、弯钩增加长度、箍筋调整值等参数,保证下料长度准确;
钢筋除锈:钢筋在下料前应先除锈,将钢筋表面的油渍、漆渍及浮皮、铁锈等清除干净,以免影响其与混凝土的粘结效果;
2)钢筋调直:采用卷扬机调直钢筋,其调直冷拉率:Ⅰ级钢不大于4%,Ⅱ级钢不大于1%;经过调直工艺后,钢筋应平直,无局部曲折;
3)钢筋切断:钢筋切断应根据其直径及钢筋级别等因素确定使用钢筋切断机进行操作,切断时要将同规格钢筋根据不同长度长短搭配,统筹排料,先断长料,后断短料,减少短头,减少损耗,切断长度允许误差为±5mm;
4)钢筋弯曲成形:弯曲成形采用钢筋弯曲机和手动弯曲工具配合进行,弯曲后钢筋平面上没有翘曲不平现象,弯曲点不得有裂纹;
5)成型钢筋检查及验收:Ⅰ级钢筋末端的180°弯钩,圆弧弯曲直径不应小于钢筋直径的2.5倍,钢筋平直段长度不应小于钢筋直径的3倍,135°弯钩弯曲直径不应小于钢筋直径3倍,平直段长度为10倍钢筋直径。Ⅱ级钢筋末端90°弯钩弯曲直径不小于钢筋直径的4倍;
6)钢筋的储运及运输:钢筋及半成品钢筋在现场租用场地加工。钢筋半成品要标明分部、分层、分段和构件名称,按号码顺序堆放,同一部位或同一构件的钢筋要放在一起,并有明显标识,标识上构件的名称、部位、钢筋直径、根数以及尺寸;
7)构造钢筋:钢筋加工时还需考虑钢筋工程中的附加钢筋,如墙体双层钢筋网中固定钢筋间距的几形支撑筋及钢筋拉钩,楼板双层钢筋网片中固定钢筋间距的撑铁等;
http://pq520520.b2b168.com



























